
磷酸氫鈣全自動包裝機
磷酸氫鈣是一種常見的食品飼料添加劑,該物料為白色單斜晶系結晶性粉末。物料較輕具有較強的流動性,易沖料,物料含氣量不均勻,一般包裝速度要求不高。目前大多數的磷酸氫鈣廠家包裝都是采用人工包裝,效率低、環境差勞動強度高。我公司針對磷酸氫鈣特性結合客戶現場整理出了磷酸氫鈣全自動包裝的方案。

一.工程概況
方案以我國西南某大型磷酸氫鈣生產線為基礎設計。該企業生產線目前包括兩條生產線,人工包裝,車間粉塵較大環境很差,無法滿足環保要求。人員勞動強度大,操作人員短缺,勞務人員普遍年齡較大。客戶一直想改變這種狀況,實現包裝自動化。
二.設計和運行條件
●名稱:全自動包裝機
●數量:1套
●目標:滿足磷酸氫鈣物料50kg/袋產品的稱重、供袋、取袋、夾口、裝袋、縫袋等作業,并全部實現自動化。
●供貨范圍:全套包裝系統,包括驅動電機、儀表控制、輔助設備等
●運行方式:自動連續運行
●設備噪音:距離設備1m范圍內低于85分貝
●物料泄漏要求:包裝系統運行過程中,無可見的物料泄漏點、揚塵點。
●包裝機入口物料參數:
①物料性質:粉體物料;
②包裝內容:磷酸氫鈣;
③包裝速度:≥100bags/h(每套);
⑤稱量精度:±0.3%
⑥正常進口溫度:≤42 ºC
⑦安裝位置:室內
⑧工作環境溫度:5~+40℃
⑨包裝袋:
包裝袋結構形式:塑料編織袋,內襯袋,單向開口;
包裝袋規格:50kg:600*1000mm 600*1100mm
包裝袋制造標準:符合GB/T 8947-2013
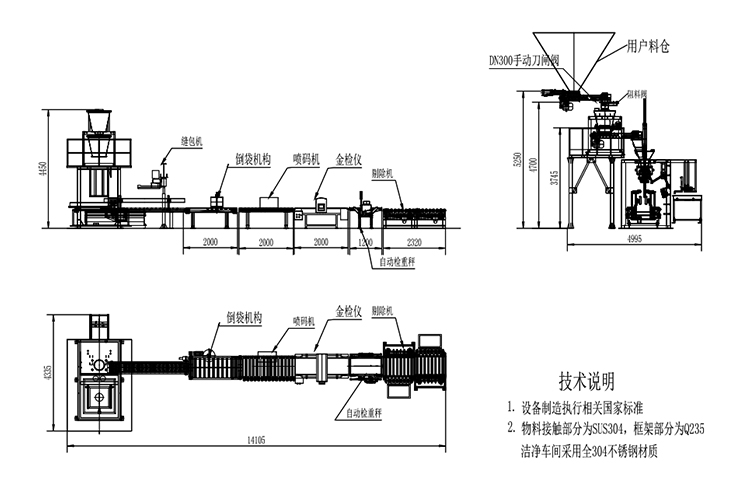
三.設備概述
3.2.全自動包裝線系統技術參數
| 包裝范圍 | 50kg袋(袋子尺寸需進一步確定) |
| 設計包裝能力 | 100bags/h(1套) |
| 包裝袋形式 | 塑料編織內襯袋或覆膜袋 |
| 封口形式 | 折邊縫包 |
|
與物料接觸 表面材料 |
304不銹鋼 |
| 氣 源 | 0.5~0.8Mpa |
| 耗 氣 量 | 1.6m3/min |
| 功 率 | 11KW |
| 包裝精度 | ±3‰F、S |
3.3.全自動包裝系統各組成部分參數
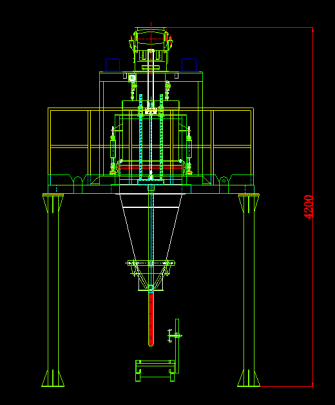
3.3.1.DCS-50F-I定量電子包裝秤(自動包裝稱重裝置)
功能特點:
1、該機可實現自動上袋、自動稱量、自動夾袋、自動充填、自動輸送;
2、采用減重絞龍給料方式,通過儀表控制,保證下料速度和精度;
絞龍軸采用軟密封墊密封,有效阻止粉塵溢出。減重稱量料斗上方預置緩存料倉,對來料進行緩存,降低物料含氣高時對包裝的影響,緩存料倉容量根據現場高度確定(1-2m³)。緩存料倉下部設置卸料器,稱量料斗與上部卸料器采用軟連接,對稱量精度無影響。
3、解決一些特殊原料包裝的難題,適用范圍廣,操作簡單;
4、采用高精度傳感器、高智能化稱重控制器,計量精度高、性能穩定;
5、與物料接觸部分采用不銹鋼制作,防腐蝕性高;
6、電器和氣動元件均為知名品品牌,使用壽命長,穩定性高;
7、物料落差自動修正、零點自動跟蹤、過沖檢測與抑制,過量與欠量報警;
技術參數:
| 型號規格 | 稱量范圍 | 分度值 | 稱量精度 | 稱量速度 |
| DCS-50F-I | 50kg | 10g | 0.3%F、S | 100bags/h |
| 工作環境 | 電源 | 功率 | 氣壓 | 空氣消耗量 |
| 相對濕度≤90% | AC380V 50Hz | 4.0kw | 0.4-0.8Mpa | 1m³/h |
3.3.2.供袋機構
SW-ABF-800自動上袋機設備簡介
該機組主要是完成自動上袋、自動折邊、縫口、運行輸出的全自動過程。實現了由散裝物料到編織袋包裝的自動化作業,節約了人力、物力及財力的投入,為客戶減少生產成本,提高生產效率,該機組可廣泛用多個行業、多種物料的包裝,是企業自動化過程的必要設備。
設備組成主要包括:包裝袋輸送機、上袋機、抽氣裝置、自動折邊、縫包機、輸送機等。
SW-ABF型伺服電機控制的自動包裝機系統,包括:置袋面臺、進袋裝置、吸袋裝置、夾袋裝置、套袋裝置、給料裝置、袋口導向裝置、袋底部抱實引送裝置及電控柜.
本單元自動將放置在包裝袋面臺上的袋由吸盤吸上,自動將袋口打開,自動套上,夾袋裝置夾緊,通知稱重秤,自動裝料入袋完畢,進行抽氣、敦實等作業,隨后自動放下袋至夾口整形輸送機上,進入下一步自動折邊縫口。
抽氣過程:套袋后上部抽氣棒深入包裝袋中,待物料沒過抽氣孔的同時開始抽氣,采用雙抽氣棒抽氣方式,抽氣完成后抽氣棒收入上部。抽氣棒通過反吹將表面附著物料吹離。
主要技術性能及特點:
l供袋能力:800袋/小時(保證值);
l放置空包裝袋的袋庫可放約100只袋(數量根據包裝袋實際確定);可根據實際需求增加;
l手動將包裝袋放置在面臺上,由吸袋裝置自動取袋;
l袋量不足檢測功能:放置袋的面臺上,如單元袋不足,指示燈亮和蜂鳴器響,通知補充包裝袋,如袋庫內無袋,機器將自動停止;
l不合格自動剔除功能:包裝袋沒有正確地被固定到夾袋裝置上或包裝袋不符合規格,裝置即自動剔除包裝袋,信號告知稱重秤里的物料停止排放,等下一個正確的袋被正確地固定到夾袋裝置上時再充填;
l采用真空泵產生真空度。吸袋真空度:-45~-105Pa;
l系統電耗:9.6kW;
l氣耗:約1.6m³/h;
l精密氣動元器件(電磁閥等)密封設計,不裸露安裝,適合粉塵環境使用,這樣可確保設備元器件的壽命;
機組優點:
1、自動上袋機可實現自動上袋、開袋、計數、填充、移動輸出、導入、全自動折邊縫包機自動縫包,實現過程的全自動化。
2、該機組采用觸摸屏控制,操作、規格切換、維修十分方便,安全可靠。
3、安全性好,不合格的袋剔除在機器外面,不停機清除空袋時不會對操作人員有不安全因素。
4、安全網警告保護系統,保證操作安全。
主要技術參數:
1.包裝材料:編織袋(涂膜);
2.給袋速度:200-800包/時(給袋速度根據包裝速度而不同)
3.排列形式:水平放置;
4.壓縮空氣:0.5~0.8MPa,耗氣量1.6m³/min;
5.電源:AC380V±10% 50Hz;
3.3.3.夾袋抱袋裝置簡介
●充填物料后的包裝袋在下料口放下的同時,由送包小車經專門加工的用于粉體料袋的抱包、夾包裝置將料袋中部抱住,袋口夾住,送至活動導入裝置,活動導入與自動折邊、縫包系統相連.經其進入封口傳動鏈中,保證袋口成一字形,使料袋得到全過程控制。在導入器附近增加吸塵口通過與現場除塵系統對接,吸走夾住袋口時飛出的粉塵.
●高度機械可調,送進速度采用變頻無級調整。
●驅動方式:交流電機,380V±10%,50HZ
●電機功率:0.37KW
●安全網警告保護系統,保證操作安全。
3.3.4.縫包裝置簡介
備注:收口后,物料上部至袋口的間隙應大于200mm(視具體物料而定)。
●功能:本裝置由自動導入裝置、折邊機、縫紉機、斷線報警、電氣控制系統等組成。裝滿物料的口袋經過輸送機由自動導入系統導入,并自動折邊,自動縫口,自動剪線,然后自動輸出。若出現斷線,縫紉機控制系統會自動報警并發出聯鎖停機信號,并有現場位置檢測及操作按鈕。
技術參數:
●自動折邊縫包機:日本紐朗DS-9C系列
●封口方式:折邊、縫口
●能力:800-1200袋/小時
●縫紉機轉速:2700轉/分
●針距:7-10.5mm,可調(一般10mm)
●調速:無級變頻調速
●縫紉線:20*6維尼龍線:30/4*3棉線,或等同規格。
●切線:自動
●縫紉機潤滑系統:油浴潤滑系統
●縫紉機的啟動和停止:光電開關
在縫包機附近增加吸塵口,吸走縫包時飛出的粉塵.
3.3.5.水平輸送螺旋供料機
本機主要作用是將用戶儲料倉中的物料連續、平緩地輸送至包裝機中,每臺配有插板閥(氣動)1個,固定于用戶儲料倉的出口法蘭。含變頻正、反轉控制。螺旋入料口下方設故障排料口。材質為304不銹鋼材質。輸送機長度根據現場實際確定。
3.4.整體控制系統
3.4.1 PLC采用西門子S7-1200系列,可與上位機DCS通訊,實時傳送數據。
3.4.2控制柜上帶有西門子TD-1200觸摸屏,圖形顯示界面,通過接收儀表信號,顯示當前包裝機的打包狀態及合格品和不合格品數量統計。并顯示相關設備運行狀態,電氣上實現上下設備的工藝連鎖。
3.4.3電器控制柜安放在包裝車間控制室內,裝有指示燈和操作按鈕,用與操作包裝秤、輸送機、倒袋、整形機、檢測機、自動檢重秤和剔除機等設備的啟停及狀態指示。
3.4.4根據客戶要求可選裝遠程模塊,設備出現故障時公司工程師可及時對設備進行遠程診斷。
3.4.5針對來料含氣量不同,在極端情況下(含氣量高,包裝袋無法有效承載物料時)程序中預留人工干預增加抽氣時間功能。
3.4.6配合檢重秤、剔除機、金屬檢測機使用,實現包裝檢測自動化。
方案可實現磷酸氫鈣包裝生產線的自動化,配合除塵處理以及抑塵設計有效減少現場粉塵外泄。與用戶現場DCS對接,實現設備運行實時監控。全自動包裝生產線打通了客戶生產自動化的至關重要一關,為智能化企業建設添磚加瓦。
- 上一篇:全自動噸袋包裝機在精細化工中的應用
- 下一篇:摩擦行業對自動稱重配料設備的需求









 ??魯公網安備 ?37040202006018號
??魯公網安備 ?37040202006018號
