
SW-ABF全自動(dòng)包裝機(jī)使用說明書第二部分
點(diǎn)擊“進(jìn)入”進(jìn)入運(yùn)行畫面,如圖
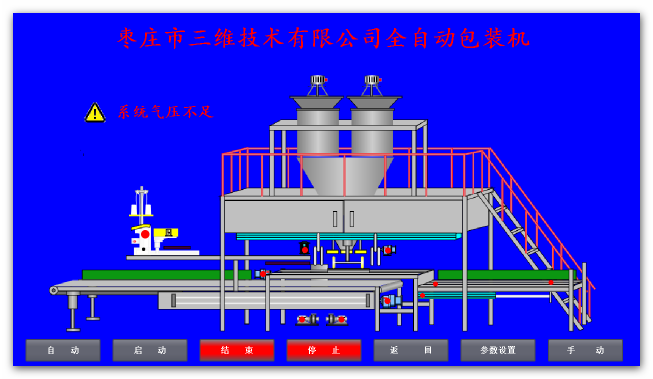
運(yùn)行畫面顯示設(shè)備示意圖、操作按鈕、運(yùn)行指示燈及相關(guān)報(bào)警信息等。
開機(jī)前首先要進(jìn)行參數(shù)的設(shè)定和確認(rèn)(參數(shù)一般是由調(diào)試或生產(chǎn)過程中經(jīng)驗(yàn)獲得) 。
點(diǎn)擊屏幕“參數(shù)設(shè)置”按鈕,進(jìn)入設(shè)置畫面,如圖
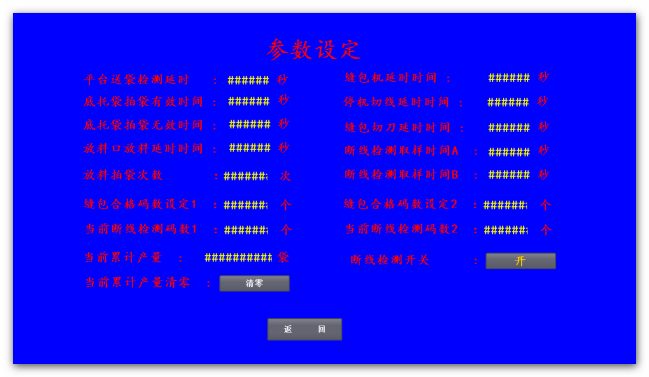
各項(xiàng)參數(shù)意義如下:
1、平臺(tái)送袋延時(shí)—是指缺袋狀態(tài)下,整摞空袋送袋到位的確認(rèn)時(shí)間,此項(xiàng)參數(shù)的意義在于防止信號(hào)檢測(cè)到有袋而袋沒到位而產(chǎn)生誤吸動(dòng)作。
2、底拖袋拍袋有效時(shí)間和無效時(shí)間決定袋底拍打頻率,袋底拍打有助于袋內(nèi)物料敦實(shí)。
3、放料口放料延時(shí)時(shí)間是放料過程的延時(shí)時(shí)間。
4、拍袋次數(shù)根據(jù)需要設(shè)定,拍袋僅在放料過程中有效。
5、縫包合格碼數(shù)設(shè)定1和設(shè)定2是在斷線檢測(cè)模式為碼數(shù)判斷時(shí),不斷線狀態(tài)下縫完一包編碼器記錄的最少碼數(shù),實(shí)測(cè)碼數(shù)低于此值時(shí)判斷為斷線。
6、當(dāng)前斷線檢測(cè)碼數(shù)1和碼數(shù)2是顯示當(dāng)前實(shí)際檢測(cè)到的不斷線狀態(tài)下縫完一包編碼器記錄的碼數(shù),此參數(shù)不可設(shè)置,僅為縫包合格碼數(shù)設(shè)定提供參考依據(jù)。
7、當(dāng)前累計(jì)產(chǎn)量記錄顯示當(dāng)前生產(chǎn)累計(jì)數(shù)量,可階段性通過清零按鈕清零重新記錄。
8、縫包機(jī)延時(shí)時(shí)間是斷線檢測(cè)的有效的延時(shí)時(shí)間。
9、縫包機(jī)延時(shí)切線時(shí)間縫包后延時(shí)切線時(shí)間,此參數(shù)決定拖線長(zhǎng)度。
10、縫包切刀延時(shí)時(shí)間是切刀執(zhí)行一個(gè)動(dòng)作的時(shí)間,一般設(shè)為0.3秒。
11、斷線檢測(cè)取樣時(shí)間A和B是斷線檢測(cè)模式為間隔時(shí)間判斷模式時(shí)編碼器兩個(gè)脈沖之間的間隔時(shí)間,由于兩個(gè)編碼器旋轉(zhuǎn)速度不同,兩項(xiàng)參數(shù)也有所區(qū)別。
12、斷線檢測(cè)開關(guān)僅在設(shè)備調(diào)試過程中使用。
各項(xiàng)參數(shù)設(shè)定完成或檢查無誤后,可返回運(yùn)行畫面進(jìn)行下一步操作。
手動(dòng)畫面

設(shè)備在手動(dòng)狀態(tài)下可執(zhí)行單個(gè)執(zhí)行部件的動(dòng)作,此功能可在調(diào)試過程中或生產(chǎn)過程中出現(xiàn)意外情況時(shí)使用。
設(shè)備的自動(dòng)運(yùn)行
返回運(yùn)行畫面
【相關(guān)產(chǎn)品】
- 防爆式炭黑全自動(dòng)包裝機(jī)
- 全自動(dòng)裝車機(jī)
- 淀粉全自動(dòng)包裝機(jī)
- 失重給料秤
- 全自動(dòng)噸袋包裝機(jī)
- SW-JP-F-25抽氣式振動(dòng)給料包
- 有機(jī)肥全自動(dòng)包裝機(jī)
- 閥口包裝機(jī)








包裝秤")
 ??魯公網(wǎng)安備 ?37040202006018號(hào)
??魯公網(wǎng)安備 ?37040202006018號(hào)包裝秤")
包裝秤")